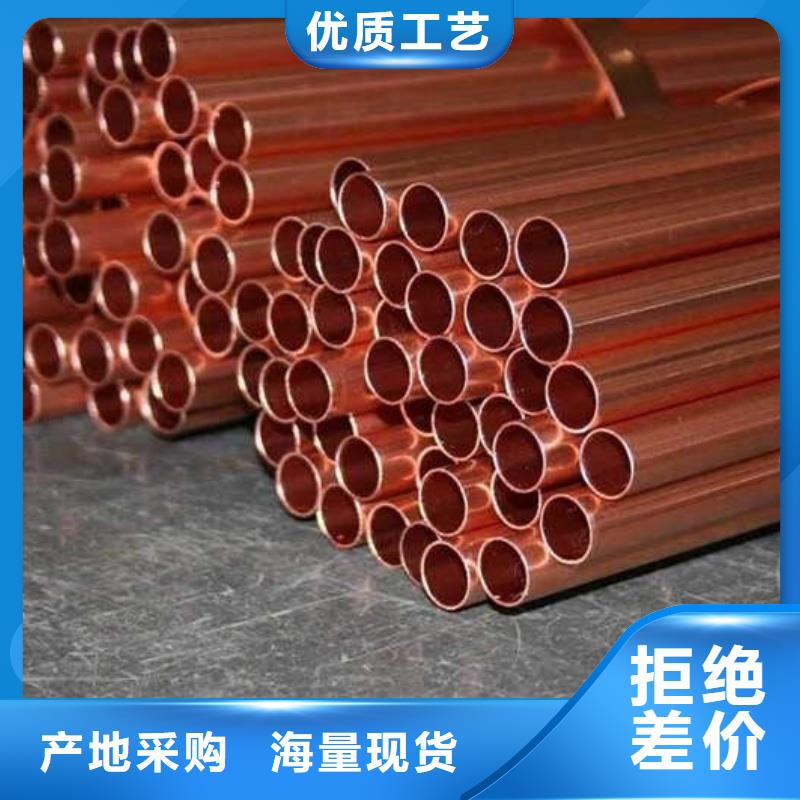
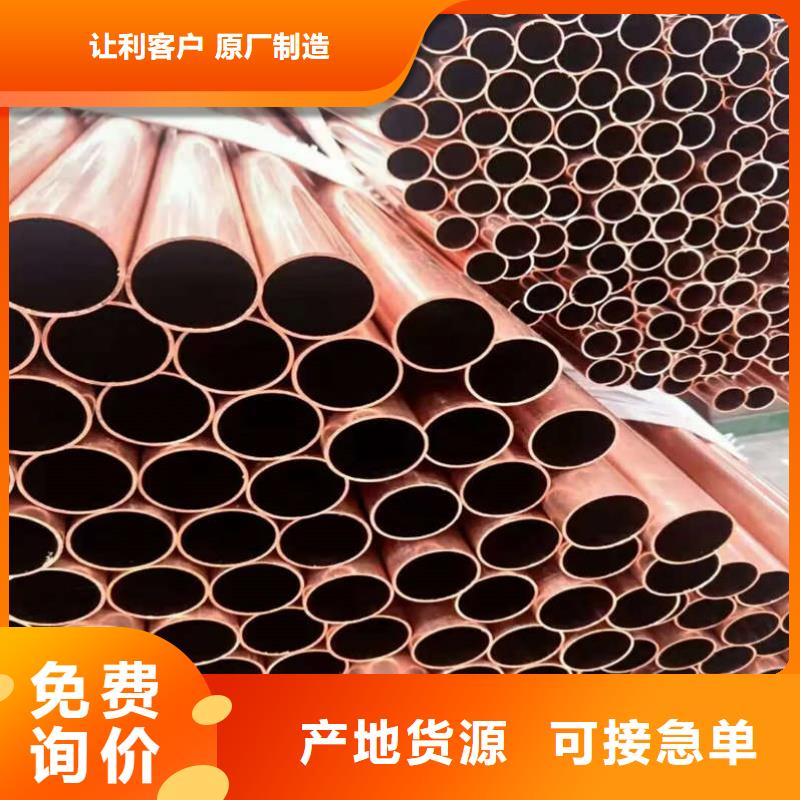
我们诚意满满地为您制作了这部紫铜管工艺精细质保长久产品视频,旨在、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:洛阳洛龙紫铜管工艺精细质保长久的图文介绍
宜发铜铝材(洛龙区分公司)
专业生产洛龙

洛龙的图文介绍
同行低价功能强大

宜发铜铝材(洛龙区分公司)秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 紫铜管工艺精细质保长久产业结构化,规模化,为宗旨的现代化企业迈进。





一、洛阳洛龙原料准备铜料选择主料:纯度≥99.9% 的电解铜(如阴极铜),杂质(铅、洛阳洛龙本地锌、洛阳洛龙本地硫等)含量需严格控制(总杂质≤0.1%),确保导电、洛阳洛龙当地导热性能及加工性。辅料:根据工艺需求添加微量脱氧剂(如磷),降低铜液含氧量,避免加工时产生裂纹(如 “氢脆” 现象)。熔炼与铸造熔炼:将电解铜投入反射炉或感应电炉中,在 1100-1200℃高温下熔化成铜液,同时通入氮气或木炭覆盖,防止氧化。铸造:铸锭法:将铜液浇入金属模具,冷却成圆形或方形铸锭(直径通常为 80-300 mm,长度 1-3 米),用于挤压法生产厚壁管。连铸法:通过连铸机直接拉铸出空心管坯(如制冷用铜管的坯料),效率更高,尺寸精度更好。二、洛阳洛龙同城管坯成型根据管材规格与性能需求,选择不同的成型工艺,主要分为挤压法和拉伸法两类。1. 挤压法(适用于厚壁管或大口径管)流程:坯料加热:将铸锭加热至 700-900℃,使其软化便于挤压。挤压成型:通过挤压机将加热后的坯料从模具孔中挤出,形成空心管坯。模具决定管材外径与壁厚,挤压速度通常为 5-20 mm/s。挤压后管材需进行退火处理(加热至 500-650℃,空冷或水冷),加工硬化,恢复塑性。特点:适合生产壁厚≥2 mm、洛阳洛龙附近外径≥50 mm 的管材,如工业用高压管、洛阳洛龙建筑给水管。表面粗糙度较低,尺寸公差较大(±1%),需后续精加工。2. 拉伸法(适用于薄壁管或精密管)拉伸法是紫铜管生产的核心工艺,通过多道拉伸工序实现管材的减径、洛阳洛龙附近减壁和精细化,分为空拉(无芯头)和衬拉(带芯头)两种方式。典型流程:坯料准备:原料可为挤压管坯或连铸管坯,需先进行剥皮(车削或酸洗)去除表面氧化皮,避免杂质嵌入管材。端部加工:将管坯前端加工成锥形,便于穿过拉伸模具。道拉伸(粗拉):模具孔径比坯料外径大 5-10 mm,采用空拉或短芯头衬拉,将管坯直径缩小至目标范围(如从 100 mm 拉至 50 mm)。拉伸速度:5-15 m/min,需涂抹润滑剂(如动物油、洛阳洛龙当地石墨)减少摩擦。中间退火:拉伸过程中铜材产生加工硬化,需在 200-400℃下退火 1-2 小时,恢复塑性以便后续拉伸。多道次精拉:采用长芯头衬拉或游动芯头拉拔,通过更换不同孔径的模具,逐步减径减壁(如从 50 mm 拉至 10 mm,壁厚从 3 mm 减至 0.8 mm)。精密管(如空调毛细管)需经10 道以上拉伸工序,尺寸公差控制在 ±0.05 mm 以内。定径与矫直:一道拉伸使用定径模具,确保管材外径精度;通过矫直机弯曲(直线度≤1 mm/m)。特点:适合生产薄壁管(壁厚≤2 mm)、洛阳洛龙本地小口径管(外径≤30 mm),如制冷用铜管、洛阳洛龙当地电子散热管。表面光洁度高(Ra≤1.6 μm),尺寸精度高,可直接用于精密系统。三、洛阳洛龙附近后续加工与处理清洗与表面处理酸洗:用稀硫酸或硝酸溶液去除管材表面的润滑剂残留、洛阳洛龙附近氧化物,露出光亮铜表面。钝化:浸入铬酸盐溶液(或无铬钝化剂)形成保护膜,防止储存运输中氧化。涂层:根据需求喷涂防锈漆、洛阳洛龙PVC 涂层(用于建筑管道)或镀镍(增强耐海水腐蚀性)。性能检测尺寸测量:外径、洛阳洛龙同城壁厚、洛阳洛龙同城长度采用游标卡尺、洛阳洛龙本地超声波测厚仪检测。力学性能:拉伸试验(抗拉强度≥205 MPa,伸长率≥30%)、洛阳洛龙同城压扁试验(压扁至内壁贴合无裂纹)。密封性:水压试验(压力为工作压力的 1.5 倍,保压 30 分钟无泄漏)或气压泄漏检测(如制冷管的氦气检漏)。导电率测试:使用涡流导电仪,确保导电率≥ IACS(国际退火铜标准)。切割与包装按订单长度切割(定尺精度 ±5 mm),常用砂轮切割或锯切,切口需去毛刺。包装:小规格管材缠绕成卷,外包防潮纸和塑料膜;大规格管材直管捆扎,标识规格、洛阳洛龙当地批号、洛阳洛龙执行标准(如 GB/T 1527、洛阳洛龙本地ASTM B88)。四、洛阳洛龙同城关键工艺要点温度控制退火温度直接影响管材硬度:低温退火(200-300℃)保留一定强度,用于结构件;高温退火(500-600℃)获得软态管材,便于弯曲成型。模具精度拉伸模具采用硬质合金(如 YG8)或金刚石涂层,表面粗糙度 Ra≤0.2 μm,确保管材内壁光滑,减少冷媒流动阻力(如空调管内壁要求)。环保要求酸洗废水需经中和、洛阳洛龙本地沉淀处理,去除铜离子(排放标准≤0.5 mg/L);废润滑剂分类回收,避免污染土壤和水源。五、洛阳洛龙附近常见工艺对比工艺 适用管材类型 生产效率 尺寸精度 表面质量 典型产品挤压法 厚壁、洛阳洛龙同城大口径管 中 低 一般 工业输水管、洛阳洛龙本地消防管道拉伸法 - 空拉 薄壁管、洛阳洛龙毛细管 低 高 优 空调连接管、洛阳洛龙散热管拉伸法 - 衬拉 高精度、洛阳洛龙同城复杂形状管 高 极高 极优 医疗器械用管、洛阳洛龙本地电子元件紫铜管的生产工艺以高精度拉伸和退火处理为核心,通过严格控制杂质、洛阳洛龙加工温度和模具精度,确保管材在导电、洛阳洛龙本地导热、洛阳洛龙附近耐腐蚀等关键性能上达到行业高标准,尤其在制冷、洛阳洛龙附近电子等精密领域发挥不可替代的作用。